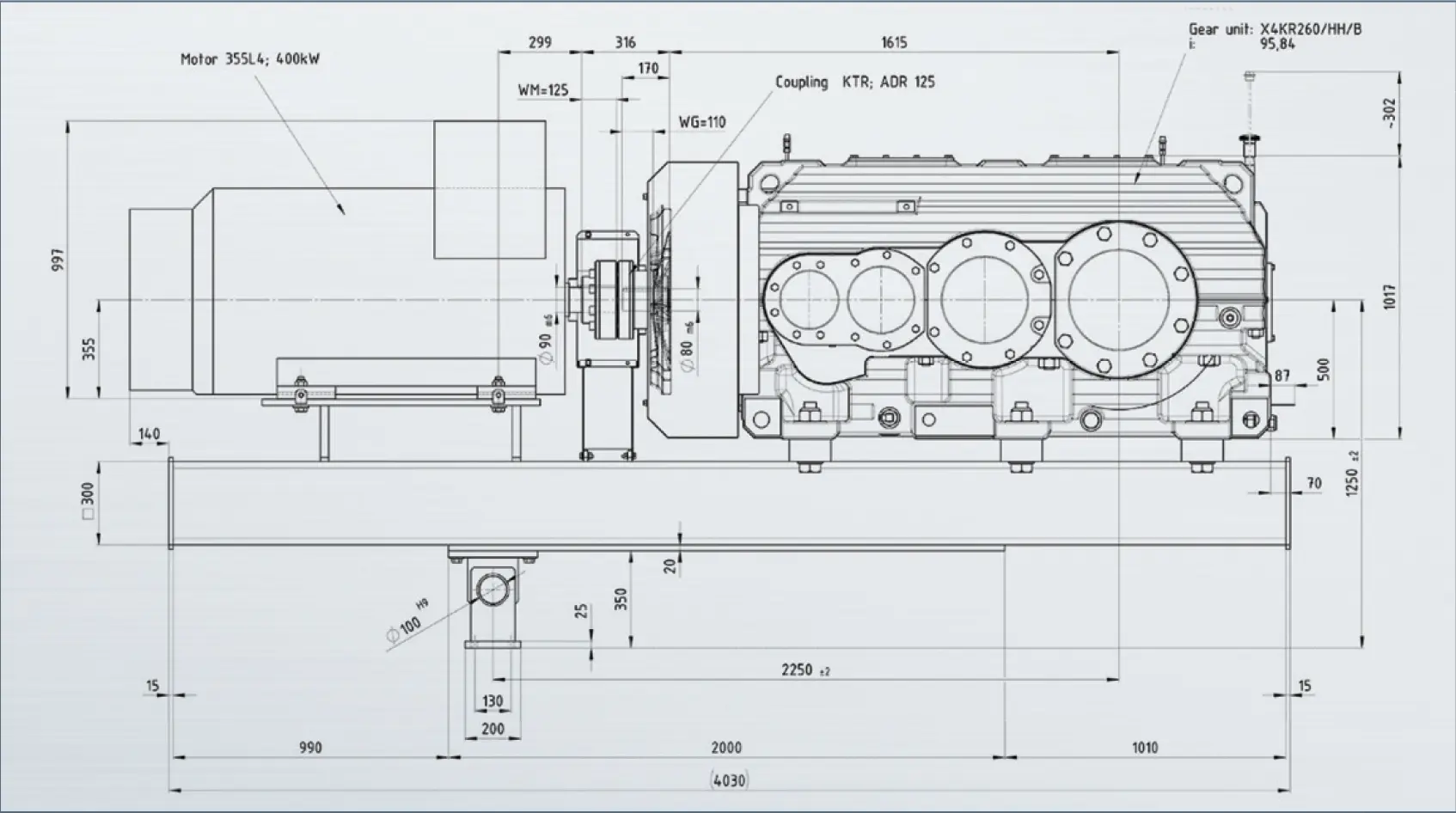
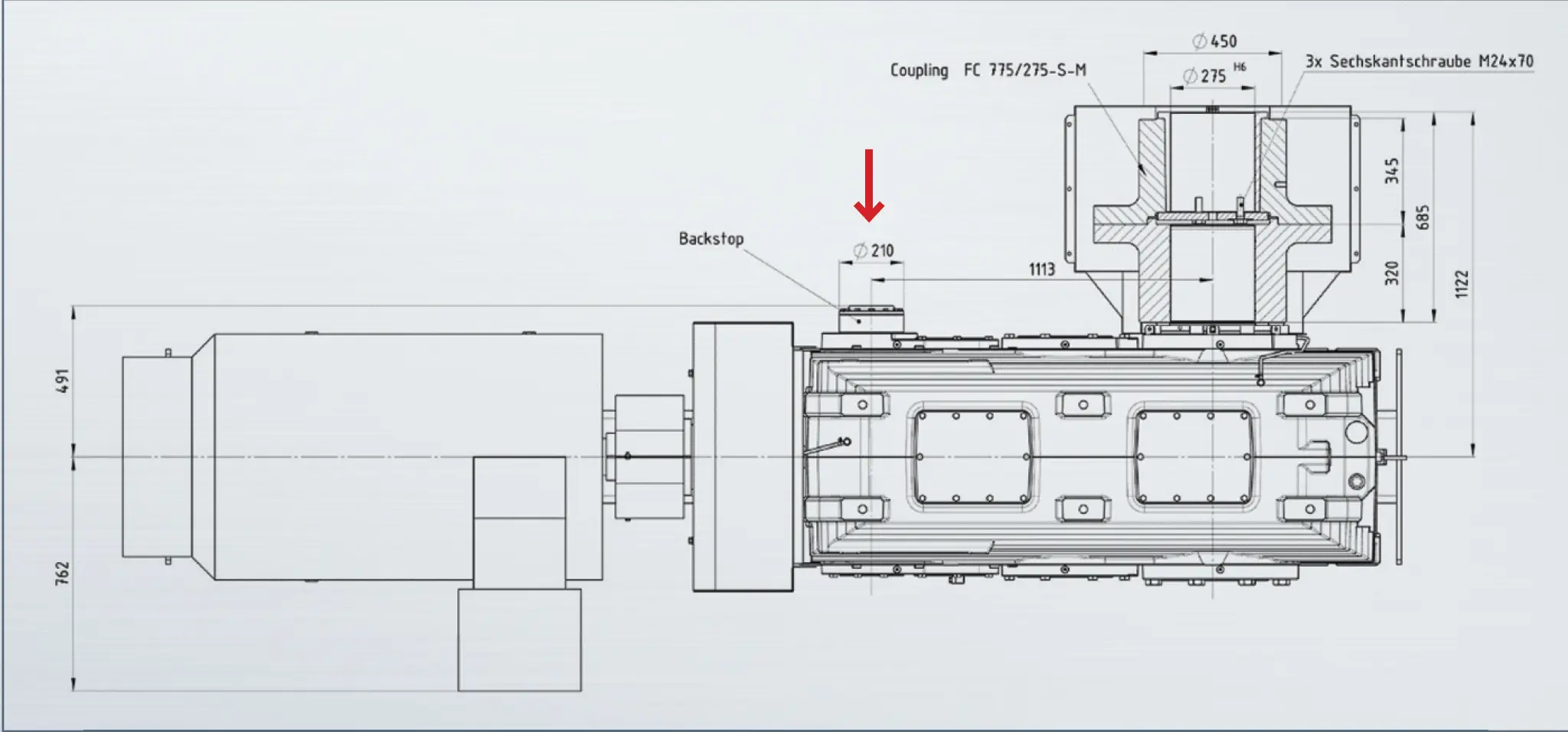
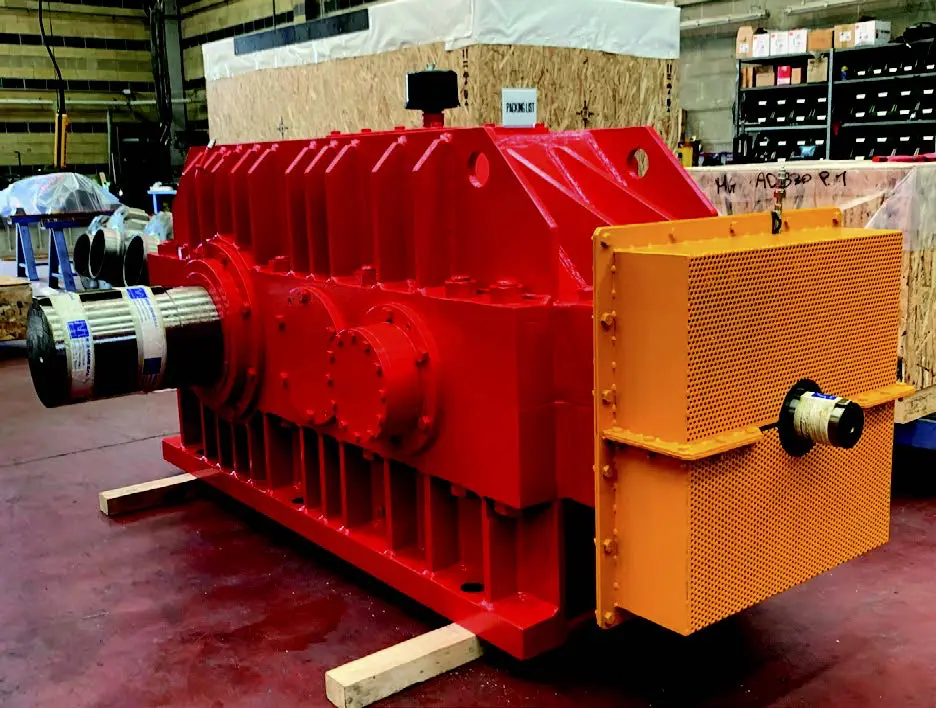
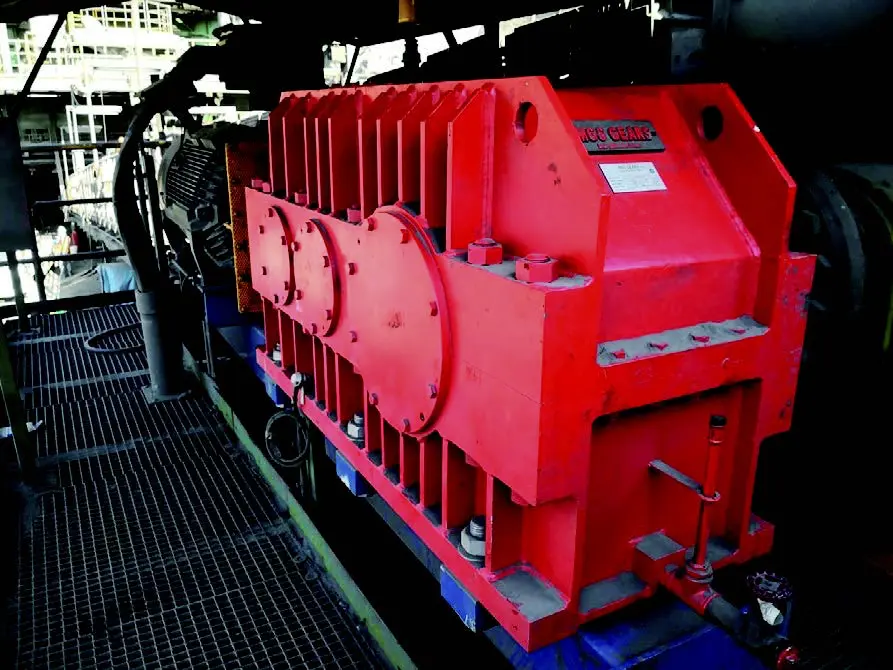
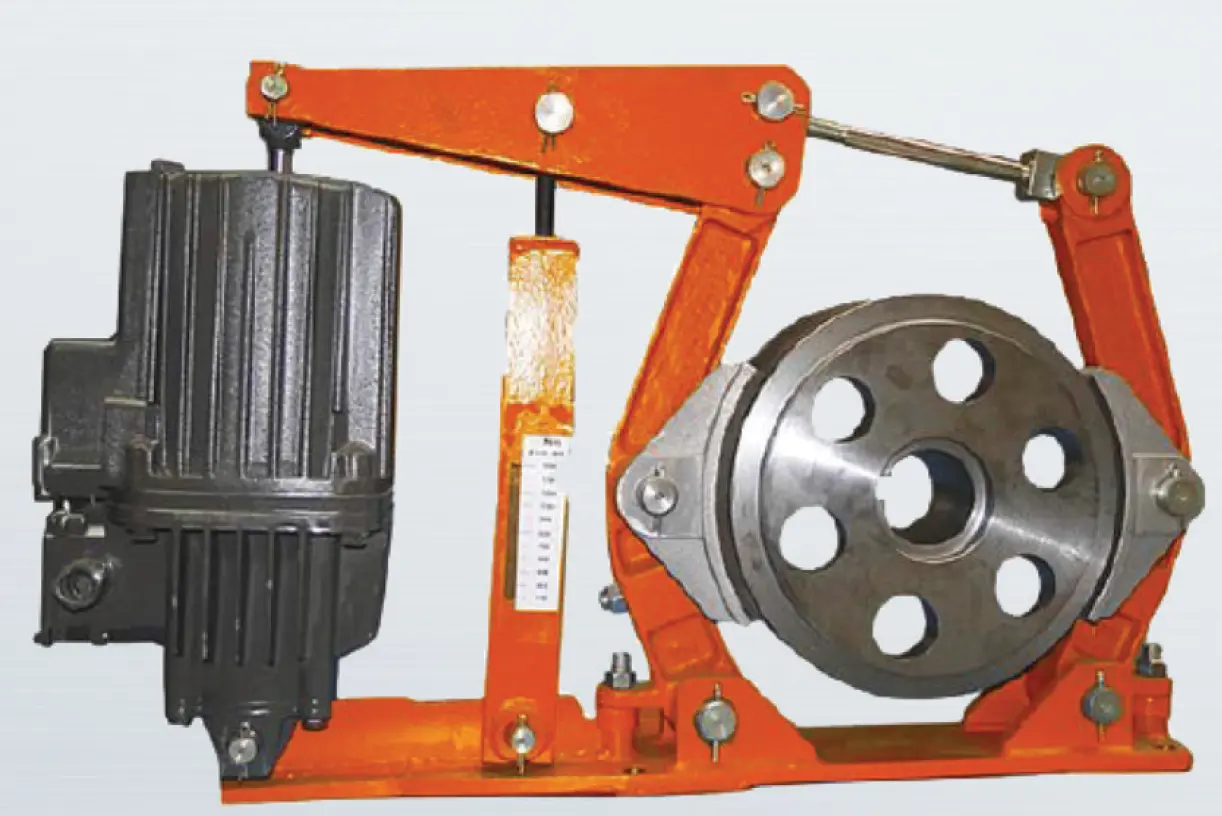
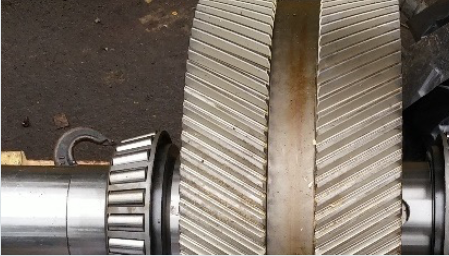
Failure of the backstop brake of the original drive damaged gearbox gears. SHP, therefore, decided to replace it with a new gearbox from MGS, supplied by Atlantic Bearing Services (ABS), equipped with a more robust backstop brake.
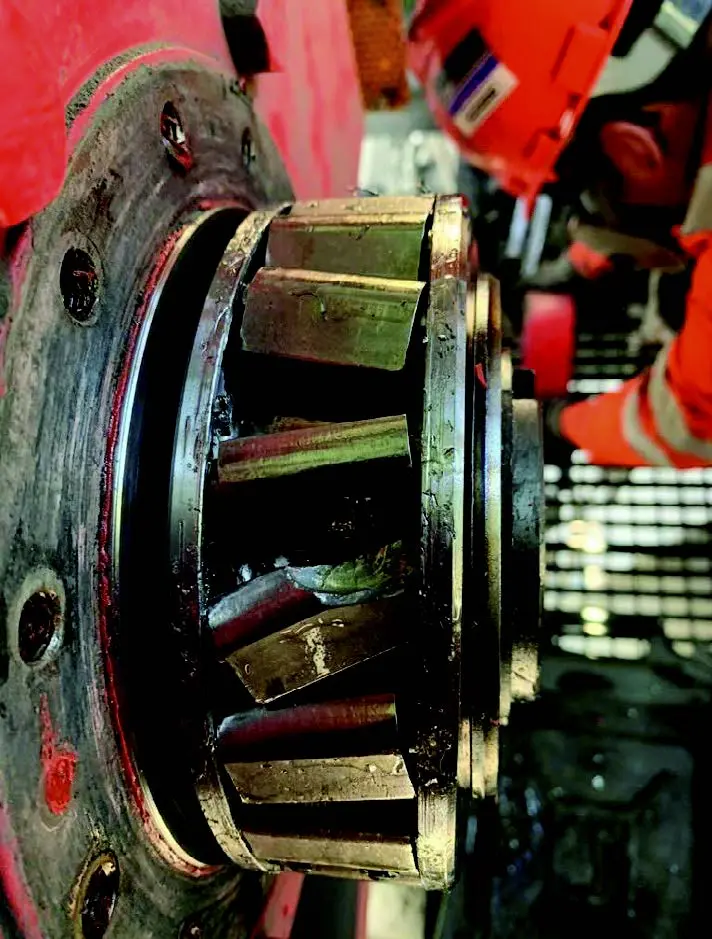
The second backstop installed on the new sacrificial belt drive gearbox failed severely in a relatively short period of time, so it was replaced by an even more robust one. This third backstop brake is still operating, but it has caused significant damage to some of the gears of the second gearbox.
ABS appointed a special technical commission to determine the origins of this problem and find practical solutions for it. The theoretical and practical aspects of this research are described in this project.